Engineered for Maximum Load Distribution, Safe Overload Storage, and High-Speed Logistics Throughput
Guangzhou LogiSteel Racking Co., Ltd. is a professional manufacturer specializing in the design, production, sales, and installation of various types of storage racking systems, display stands, and supermarket equipment. Guided by the principle of “Best Quality, Durable Structure, Innovative Design, and Customer Satisfaction,” we are committed to continuous improvement and technological innovation.
Over the years, LogiSteel has developed into a reliable supplier in the material handling and retail display industry. Our factory covers an area of more than 15,000 square meters and employs over 200 skilled workers and technical staff. With strong technical capabilities and advanced production equipment—including tube cutting saws, tube punching machines, guillotine shears, hydraulic punching machines, plate bending machines, and spot welding machines—we ensure high efficiency and precision throughout the manufacturing process.
Our product range includes pallet racking systems, selective warehouse racks, mezzanine floors, supermarket shelving systems, gondola shelving, and various customized display stands. These products are widely used in warehouses, logistics centers, supermarkets, retail stores, and industrial facilities.
Guangzhou LogiSteel Racking Co., Ltd. has built a strong global presence, with partners and distributors across Oceania, Asia, Europe, South America, and the Middle East. All products are certified with CE standards, ensuring compliance with international quality and safety requirements.
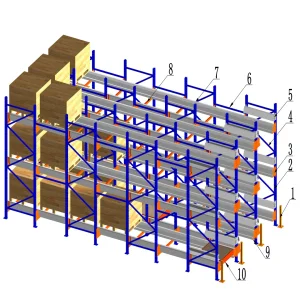
Precision-Machined components utilizing automated robotics and high-precision tooling to ensure load capacity and standard compliance












How modern warehouses manage high-density logistics spikes with smart storage architecture
In the age of rapid globalized trade, fluctuating inventory levels present a continuous bottleneck for distribution centers, manufacturing plants, and cold chains. Overflow shelving serves as a strategic infrastructure element, allowing warehouses to rapidly accommodate excess stock without undergoing costly building expansion. Rather than relying on simple, standard storage racks, modern industrial facilities require engineered solutions capable of scaling upward and integrating with smart warehouse operations.
Recent supply chain instabilities have shifted procurement philosophies from "Just-in-Time" to "Just-in-Case." This transition has led to higher safety stock requirements, driving the global demand for durable, CE-certified industrial shelving systems. According to warehouse distribution studies, utilizing automated and dynamic storage like radio shuttle racks and multi-level mezzanine systems can increase space utilization by up to 80% compared to traditional static racking configurations.
E-commerce expansion and seasonal demand fluctuations require quick-deployment overflow racking. These structural configurations must provide reliable safety factors while allowing rapid adjustment to diverse pallet weights and profiles.
CE Certification ensures conformity with EU health, safety, and environmental protection standards. For warehousing operations, this guarantees structural reliability under heavy loads, reducing structural collapse risks and liability issues.
The modern storage market is rapidly transitioning toward semi-automated systems. Solutions such as Radio Shuttle Racks and automated storage retrieval systems (AS/RS) allow pallets to move smoothly through dynamic density zones.
Designing load-optimized systems for cold stores, long materials, and multi-tier mezzanines
Guangzhou LogiSteel Racking Co., Ltd. approaches storage challenges by analyzing spatial capacity, structural limits, and product handling flows. Our engineering team utilizes advanced finite element analysis (FEA) software to simulate weight stress, seismic activity forces, and local building code compliance. This structured process guarantees that every racking setup, from standard selective configurations to heavy-duty cantilever structures, stands stable and secure.
We specialize in developing customized setups designed around your inventory parameters:
Deploying tailored racking configurations across diverse global environments
Heavy industries dealing with long materials like pipes, steel plates, and timber require specialized support structures. Utilizing heavy-duty cantilever racks with single or double arm options prevents raw material bending and allows easy access for overhead cranes and forklifts.
Cold storage requires high storage density to optimize climate-controlled environments. Dynamic pallet flow systems and automated radio shuttles allow deep lane storage, reducing cold air leakage and maximizing cooling efficiency.
Detailed answers to key questions about dynamic load calculations, material standards, and custom warehouse design
CE Certification ensures the racking meets strict European safety and design directives, including EN 15512, EN 15620, and EN 15635 standards. It verifies that the manufacturer has undergone third-party safety assessments and structural calculations, confirming the racking can withstand specified structural loads without failure, protecting both workers and goods.
Load limits are determined using finite element analysis (FEA). Static load calculations focus on stationary weight on beam levels, while dynamic load assessments account for the forces applied during pallet placement, forklift movement, and seismic shifts. Custom systems are calculated with a safety factor (typically 1.5) to prevent structural deflection.
A Radio Shuttle System is semi-automated, meaning the shuttle moves pallets within lanes via remote control. This removes the need for forklifts to enter the racking structure. This increases pallet transfer speeds, minimizes damage to upright columns, improves safety, and allows both FIFO and LIFO storage configurations.
For high-moisture or cold storage conditions, we apply hot-dip galvanization or specialized electrostatic powder coating. These treatments seal the raw Q235B/Q355B steel, protecting it from moisture and ice buildup, which extends the operating life of the racking system.
Yes. Our engineering department specializes in multi-level mezzanine structures. We design flooring layouts, structural columns, and bracing coordinates to integrate with automated conveyor lines, sorting lines, and vertical lifts. This helps optimize vertical warehouse space.
Our standard manufacturing and shipping cycle ranges from 20 to 30 days, depending on project scale and complexity. We provide comprehensive AutoCAD and 3D technical layouts within 24 hours of receiving warehouse measurements, and offer remote or on-site engineering installation support.
Explore our extensive range of high-load systems built for modern logistics operations