Explore our premium range of CE-certified radio shuttle systems engineered for maximized volumetric footprint and operational agility.





Guangzhou LogiSteel Racking Co., Ltd. is a professional manufacturer specializing in the design, production, sales, and installation of various types of storage racking systems, display stands, and supermarket equipment. Over the years, LogiSteel has developed into a reliable supplier in the material handling and retail display industry.
Our factory covers an area of more than 15,000 square meters and employs over 200 skilled workers and technical staff. With strong technical capabilities and advanced production equipment—including tube cutting saws, tube punching machines, guillotine shears, hydraulic punching machines, plate bending machines, and spot welding machines—we ensure high efficiency and precision throughout the manufacturing process.
Our product range includes pallet racking systems, selective warehouse racks, mezzanine floors, supermarket shelving systems, gondola shelving, and various customized display stands. These products are widely used in warehouses, logistics centers, supermarkets, retail stores, and industrial facilities.
We are supported by a professional sales team and experienced design engineers who provide comprehensive support from project consultation to after-sales service. We offer customized solutions tailored to different storage needs, ensuring optimal space utilization and operational efficiency. All customer inquiries are responded to within 24 hours, and on-site technical support can be arranged when necessary.
Our products are certified with CE standards, ensuring compliance with international quality and safety requirements. Guided by the principle of "Best Quality, Durable Structure, Innovative Design, and Customer Satisfaction," we are committed to continuous improvement and technological innovation. Looking ahead, Guangzhou LogiSteel Racking Co., Ltd. aims to become a globally recognized leader in storage and racking solutions, delivering reliable, efficient, and cost-effective systems to customers worldwide. We have built a strong global presence, with partners and distributors across Oceania, Asia, Europe, South America, and the Middle East. Our annual revenue exceeds 15 million USD, reflecting our steady growth and strong market competitiveness.
How we build durable structural profiles from structural steel to finished, powder-coated racking components ready for assembly.












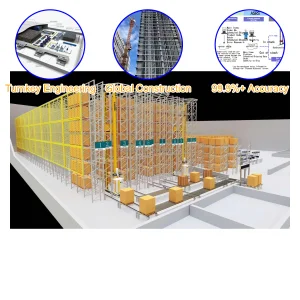
In modern industrial logistics, static pallet storage methods such as standard selective racking are proving increasingly inefficient for high-volume, low-SKU inventory setups. To address this mismatch, the global supply chain has turned toward semi-automated deep-lane pallet runners, commonly termed Radio Shuttle Racking. This technical guide outlines design practices, safety compliance parameters, and manufacturing realities when importing shuttle systems from top-tier fabrication plants in China.
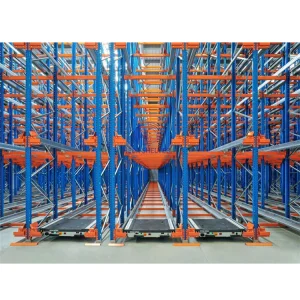
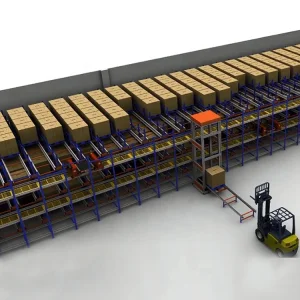
Radio shuttle systems utilize high-speed robotic cart devices that travel along custom-engineered guide rails within racking channels. These carts are controlled via wireless RF signals or integrated PLC software. Forklift operators carry the shuttle cart to the face of a selected lane, position the pallet onto the shuttle, and command the device to move the load deep into the rack. This keeps forklifts out of the racking structure itself, reducing structural collision risks and accelerating cycle times.
China continues to lead the global output of structural storage racking due to optimized industrial ecosystems. Procurement departments from Oceania, Europe, and the Americas partner with Chinese factories for key strategic advantages:
For multinational buyers, purchasing steel structures across borders requires strict adherence to localized engineering and safety codes. An experienced exporter must demonstrate familiarity with international design models:
Exploring the core components and automation interfaces that enable high-speed material handling.
Equipped with fast-charging lithium iron phosphate battery packs. These systems support 8-10 hours of continuous operation and adapt well to harsh cold storage environments down to -25°C.
Integrated obstacle detection scanners, mechanical bumpers, and optical sensors ensure the shuttle cart detects blockages, misplaced pallets, or personnel instantly to prevent collisions.
Fully compatible with Warehouse Management Systems (WMS) and Warehouse Control Systems (WCS). Supports automated coordinate updates, batch product tracking, and inventory sync.
Radio Shuttle Racking systems perform exceptionally well in specific industrial applications where storage density and throughput speed are critical operational metrics:
In temperature-controlled facilities, space is expensive. Radio shuttle racking maximizes cubic storage, minimizes heat loss areas, and operates efficiently at temperatures as low as -30°C.
For products with fast turnover rates, shuttle systems facilitate rapid batch loading and unloading. This streamlines the dispatch process and reduces overall forklift travel time.
Heavy pallets of metal components can be stored safely in double-sided FIFO setups. This keeps raw materials feeding smoothly into production lines just-in-time.
Provides highly organized, item-segregated batch storage. Minimizes human contact with chemical or sterile materials, improving safety and compliance.
Detailed technical answers addressing critical considerations for engineers, project managers, and logistics procurement teams.
Compare our premium, high-operating-speed pallet runners and structural storage racking configurations.